
Pêvajoya Nû ya Bingeha Ava-Hênikkirî ya Alûyûmîn Die Cast W-type
Bi pêşveçûna bilez a pakêtên hêzê, wesayîtên kehrebayî, û teknolojiyên çêkirina motora metroyê, avahiyên çerxa avê ya sarbûyî ya alumînyûmê di hilberîna motor de pir têne bikar anîn. Motorên wesayîta elektrîkê yên kesk û hawîrdorparêz ên enerjiyê, hilberînerên pakêta hêza hêza EMU ya lezgîn, motorên otobusê yên balafirgehê û motora kişandina domdar a domdar a seyrûsefera bajarî-bi karanîn bi piranî bingehên avê-sar ên alumînyûmê bikar tînin. Bandora belavkirina germa baş a çerxa avêtina avê ya ku sar dibe kilîta bicihanîna hewcedariyên hilberîna motor e. Pêvajoya çêkirina sereke teknolojiya helandina metal, teknolojiya çêkirinê, teknolojiya civînê, teknolojiya pêvajoyê û aliyên din vedigire. Ma sazûmana bingeha makîneya ku bi ava sar re alumînyûm avêtiye maqûl e, û kalîteya wê rasterast bandor li pêbaweriya xebitandinê, hilberîna kedê û berjewendiyên aborî yên vî rengî motor dike. Struktura serlêdanê Sazûmana maqûl a çerxa avê ya avê ya sarbûyî dikare pêbaweriya xebitandina vî rengî ya motorê baştir bike, çerxa hilberînê kurt bike, lêçûnên hilberînê xilas bike, û hilberîna kedê û sûdên aborî baştir bike.
1. Rewşa teknolojiya hilberîna heyî ya çarçoveya sar-avê
1.1 Rêbaza pêvajoyê
Rêbazên çêkirina bingehên avê-sar ên alumînyûmê yên li hundir û li derveyî welêt di heman pîşesaziyê de ne ev in: rijandina qûmê ya entegre, qutkirina qûmê ya dabeşkirî, qulibandina extrusion, hwd. Hilbera hilberandinê ya civîn-rijandin-paqijkirin-xilaskirin Pêvajoya dabeşkirina dabeşkirî ev e: çêkirina qutikê qalikê qalikê-çêkirina qalibê qûmê sand-çêkirina bafûn-alloy-civîn-rijandin-paqijkirin-pirkirin-sêlandin-civîn da ku valahiyek bingehîn çêbibe. Pêvajoya qalibkirina ekstrodkirinê ev e: Cihên vala yên bingehna borîn-welding-makîneya extrusion-tansiyon-alumînyûmê dirûn-rijandin kelûmêlê çêkirina kelûmêlê.
1.2 Kêmasiyên pîşe û rêbazên kevneşopî
Pirsgirêka çerxa entegre ya çerxa avê ya sarbûyî ya alumînyûmê hilbera kêm a çarçoveyê û çerxa hilberîna dirêj e. Pirsgirêka herî mezin paqijkirina kumê kanala avê zor e û sererastkirina kumê kanala avê jî dijwar e; avahiya kevirê parçe parçe avêtin aluminium av-sar sarbûna pirsgirêkên. Pêvajoya hilberandinê zehf e, çerx pir dirêj e, kalîte kontrolkirin dijwar e, û hewce ye ku pêşekên hundurîn û derveyî werin pêşve kirin, û rûyên dawîn werin morkirin û têlkirin, ku piştî pêvajoyê hêsan e ku derkeve; avahiya bingeha avê ya sarbûyî ya alumînyûmê ya extruded: Ji hêla toneya çapxaneyê ve hatî bisînorkirin, mezin Bingeha makîneyê nayê fêhm kirin, û ji ber sera morkirin û têlekê xetera avêtina avê heye ku pêdivî ye ku were pêvajo kirin. Pir caran, bingeha makîneyê ji ber pirsgirêkên kalîteya welding, ku bandorê li performansa bingeha makîneyê dike û heta dibe sedem ku motor bê qutkirin, diherike.
2. Têgihiştin û Armanca Rêbaza Pêvajoya Nû
Bi analîzkirina kêmasiyên rêbazên pêvajoya kevneşopî, pêvajoyek nû tête pêşniyar kirin, taybetmendiyên ku ev in:
- 1) Li hundur û derveyî tansiyona bilind a yek-demjimêr avêtin avêtin.
- 2) Taybetmendiyên avahiyê yên kanala sarbûnê di yekcar de bi silindirên hundurîn û derveyî ve têne çêkirin.
- 3) Pêvajoyên pêvajoyên dijwar û dirêj ên qenala ava sarbûna bingeha makîneyê ji holê radike.
- 4) Dûma welding li aliyê hundurê flange tête kontrol kirin, û pêdivî ye ku pêlavê welding nayê pêvajoyê kirin, ku di dema pêvajoya welding de pirsgirêka zext û avêtina bingeha makîneyê çareser dike.
- 5) Li dîwarê riya avê avahiyên helwest û dij-kanalîzasyonê saz bikin da ku pêbaweriya bingeha makîneyê baştir bikin.
- 6) Mifteya germkirina destwerdanê çêdibe.
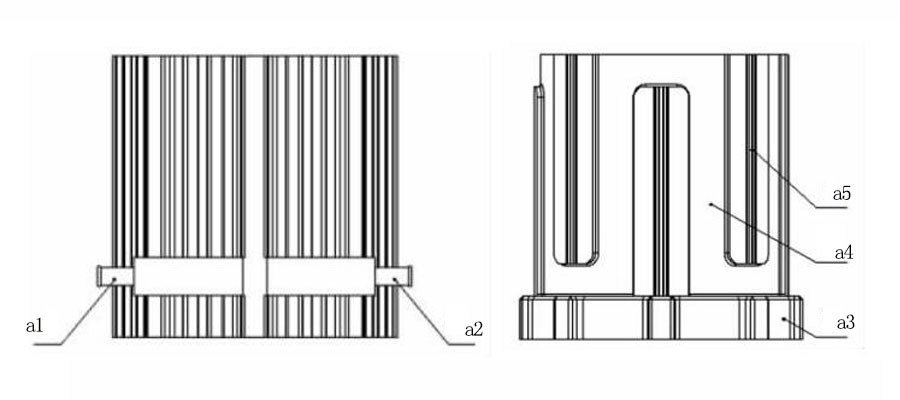
- a1: ketinê
- a2: Riya Avê
- a3: Flangeya parastina hundir ya çilînderê ya hundir û dorpêça dawiyê
- a4: Avdana Avê Dakêşin
- a5: Mifteya Rêberê Dij-Av
3. Pêvajoya Pêkanîna Taybet a Pêvajoya Nû
Pêvajoya pêvajoya mirinê-avêtina nû ev e: çêkirina qalibê-alloy smelting-die casting-hot sleeve-welding-base vala. Kanalên ava sîlîndera hundirîn û derveyî bi rêbaza rijandina mirinê têne şikilandin, pêvajoyek hewce nake. Taybetmendiyên mirinê-avêtin, leza bilez, qedandina rûyê bilind, bi karanîna teknolojiya birrîna avê, avêtina nav silindirên derveyî û hundurîn bi tevahî bikar bînin. Avahiya kanala W-teşe û G grooveya rêber W wek ku di Figureikil 2 de diyar e li ser sîlîndera hundir têne avêtin; sîlîndara derveyî bi avahiyek rêber û kilîtê tê avêtin, sîlîndêrên hundur û derve di heman demê de têne germ kirin, û dûv re sîlîndêrên hundur û derve wekî ku di Hêjîrê 3 de diyar e têne germ kirin.

Mohr wekî ku di jimar 4 de tê xuyangkirin di nav valayek bingehek de tê vesartin: Pêşniyarên pêvajoya nû ev in:
- 1) Cilindirên hundurîn û derveyî rasterast bi birrîna mirinê ve bêyî ku kanalên avê bêne pêvajo kirin têne çêkirin.
- 2) Sîlîndera derveyî flangeyek hundirîn heye, û sîlîndera hundurîn flangek derveyî heye ku parastina weldê bike.
- 3) Cilindirên hundurîn û derveyî ji bo germkirina destwerdanê têne germ kirin.
- 4) Amûrên rêber û qefilandinê saz bikin da ku pêbaweriya bingehê misoger bikin.
4. Xelasî
Pêvajoya hilberîna nû ya çerxa avê-sarbûyî ya W-teşe di pîşesaziya pîşesaziya pîşesaziya navmalîn a pîşeyî de pêşek e. Li ser bingeha pejirandina teknolojiya çêkirina çerxa aluminiumê ya navxweyî û biyanî, digel avahiya avêtinê, rêbazên pêvajoya taybetî têne bikar anîn ku çêkirina çerxa ava-sar a alumînyuma avêtî ya W-teşe Di pêvajoyê de, taybetmendiyên avêtina zextê bi tevahî têne bikar anîn, milên destwerdana pêş-germkirinê têne bikar anîn, parastina weld û avahiya pêşîlêgirtina herikîna avê bi zîrek têne saz kirin, û çêkirina bingeha makîneya ava-sar avek avêtina alumînyûmê pêk tê. Çerxa geşedana hilberê kurt bikin, zehmetiyê û hêza kedê ya hilberîna motor kêm bikin, pêvajoya çêkirina hêmanên sereke yên makîneyên elektrîkê hêsan bikin, pêbaweriya çêkirin û xebitandinê baştir bikin, û lêçûnê çêkirina motor bi bandor kontrol bikin.
Ji kerema xwe çavkanî û navnîşana vê gotarê ji bo ji nû ve çapkirinê biparêzin: Pêvajoya Nû ya Bingeha Ava-Hênikkirî ya Alûyûmîn Die Cast W-type
Minghe Pargîdaniya Casting Die ji bo çêkirin û dabînkirina qalîte û performansa bilind Beşên Castingê têne veqetandin (parçeyên birrîna mirinê metal bi giranî tê de ne Dîwarê Dîwarê Zirav,Germahiya Germandî Casting Die,Jûreya Sar Sar Casting), Karûbarê Round (Karûbarê Die Casting,CNC Machining,Mould Making, Dermankirina Serûpelê) .Her kesek xwerû mirina Aluminium, magnesium an Zamak / zinc cast die and other castings Requirements are welcome to contact me.

Di bin kontrola ISO9001 û TS 16949 de, Hemî pêvajo bi sedên makîneyên pêşkeftî yên mirinê, makîneyên 5-eksê, û sazûmanên din têne çêkirin, ji blasteran bigire heya makîneyên şûştinê yên Ultra Sonic. Minghe ne tenê alavên pêşkeftî heye lê pispor jî heye tîmê endezyar, operator û mufetîşên xwedî ezmûn da ku sêwirana xerîdar rast were.

Çêkerê peymana avêtinên mirinê. Kapasîteyên ji 0.15 lîreyî parçeyên avêtina bafûn eluminiuma odeya sar hene. ber 6 lîre., sazkirina guhertina bilez, û makînekirin. Xizmetên nirx-zêdekirî polînasyon, lerzîn, vemirandin, teqîna fîşek, boyaxkirin, platin, pêgirtin, civîn, û amûr in. Materyalên ku bi wan re xebitandî tê de tewratên wekî 360, 380, 383, û 413 hene.

Zinc die design casting aid / karûbarên endezyariya hevdem. Hilberînerê xwerû yê castings mirinê rastîn zinc. Dabeşandinên mînyatûrî, avêtinên mirinê yên bi tansiyona bilind, avêtinên qalibên pir-şûjokî, kelûmêlên kevneşopî yên kevir, yekîneyên birrîn û birînên serbixwe yên mirinê û birînên morkirî yên valayî dikarin werin çêkirin. Castings di dirêjahî û firehiyên heta 24 hundirîn de di +/- 0.0005 tolerans de têne çêkirin.

ISO 9001: 2015 hilberînerê pejirandî yê magnesyuma mirî, Têkiliyên di nav de tansiyona bilind a mirina magnesyûmê heya 200 ton jûreya germ & 3000 ton jûreya sar, sêwirana amûran, pîvandinê, dirûnê, makînasyonê, toza & rengdana şil, QA tevahî bi kapasîteyên CMM vedihewîne. , civîn, pakkirin & radest kirin.

ITAF16949 pejirandî. Karûbarê Zêdeyî yê Casting Têde karsaziya veberhênanê,rijandina qûmê,Casting Gravity, Casting Foam Casting,Casting Centrifugal,Kulîlkirina valahiyê,Casting Mould Daîmî, .Qabîliyetên EDI, arîkariya endezyariyê, modelkirina hişk û pêvajoya duyemîn vedigirin.

Casting Industries Lêkolînên Bûyerên Beşê ji bo: Otomobîl, Bikes, Balafir, Amûrên mûzîkî, Avjenî, Amûrên Optîkî, Sensor, Model, Amûrên Elektronîkî, Dorpêç, Demjimêr, Makîne, Engîn, Mobîlya, Zêr, Jigs, Telekom, Ronahî, Amûrên Tibbî, Amûrên Wênekêş, Robot, Peyker, Amûrên deng, Amûrên Werzîşê, Amûr, Lîstok û hêj bêtir.
Dûv re em dikarin ji we re çi bikin?
∇ Ji Bo Serûpel biçin Die Casting Çînê
→Parçeyên Casting-Ma me çi kir fêr bibin.
Ips Serişteyên Rastkirî Derbarê Xizmetên Casting Die
By Minghe Die Casting Manufacturer | Kategorî: Gotarên Kêrhatî |Mal Tags: Castina Aluminium, Casting Zinc, Casting Magnesium, Casting Titanium, Casting Steel Stainless, Casting Brass,Casting Tunc,Casting Video,Dîroka Bazirganî,Aluminium Die Casting | Comments Off







